




La force de Westrafo réside dans la qualité de nos transformateurs. Afin d’offrir unevaleur ajoutée à nos produits, nous comptons sur l’équipement de première classe installé au sein de nos sites de production et dans plusieurs autres sociétés participant à nos accords de collaboration.
DESSIN:
Au département technique, nos ingénieurs conçoivent chaque partie des transformateurs en utilisant un système CAD 3D: tous les matériaux de construction sont achetés par l’équipe Achats de Westrafo auprès de fournisseurs efficients et qualifiés.
NOYAUX MAGNÉTIQUES
Tant pour les transformateurs immergés en huile que pour les transformateurs en résine coulée, Westrafo achète des noyaux complètement assemblés. Les pièces sont testées avant d’arriver dans notre usine de production pour éviter de possibles dysfonctionnements au cours de la phase finale de test.
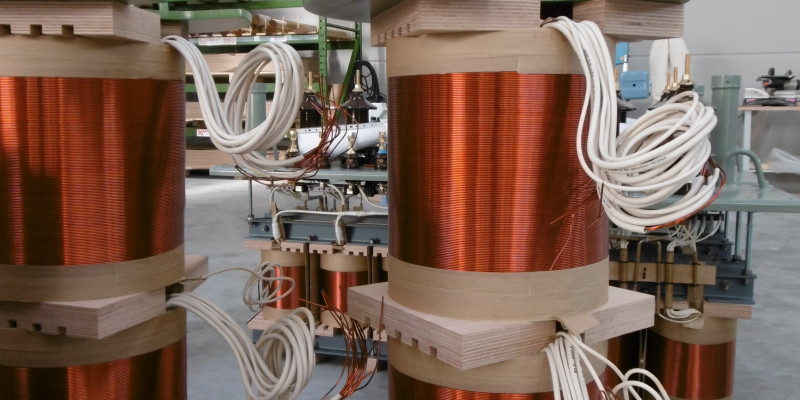
BOBINAGES:
La technologie utilisée pour la fabrication de nos bobinages est réalisée par des machines de bobinage telles que:
- 11 grandes machines de bobinage pour transformateurs de puissance pouvant atteindre les 100 MVA
- 2 machines de bobinage pour petite puissance
- 5 machines de bobinage pour transformateurs de distribution
- 2 bobineuses pour papier
L’assemblage de bobinages Westrafo est conforme aux normes actuelles grâce à des équipements de montage de qualité supérieure:
- Presse hydraulique pour la stabilisation chaud / froid des bobinages de puissance
- Presse manuelle pour la stabilisation chaud / froid des bobinages de distribution
- Four à gaz de séchage
TRAITEMENTS:
Les transformateurs de Westrafo sont traités de deux manières différentes, selon l’utilisation et la puissance finale:
- Traitement dans le four de séchage, suivi du traitement avec autoclave sous pression pour former le vide dans le noyau du transformateur.
- Double traitement dans autoclave sous pression et de séchage, ce qui permet une économie importante de temps et une réduction des coûts.
TRANSPORT:
- Pont roulant de 8 à 40 tonnes dans nos sites de production
SALLE D’ÉPREUVES – TESTS:
- Possibilité de tester les machines jusqu’à 145 kV et 50 MVA
Nous sommes également habilités à réaliser les tests suivants:
- Tests de routine sur les transformateurs en huile et en résine
- a) Mesure de la résistance des bobinages,
- b) Mesure du rapport de tension et enregistrement du déphasage,
- c) Mesure de l’impédance de court-circuit et de la perte de charge,
- d) Mesure des pertes et du courant à vide,
- e) Tests de routine diélectriques (Selon CEI 60076-3),
- f) Tests sur OLTC, le cas échéant,
- g) Épreuve d’étanchéité à la pression pour les transformateurs immergés en liquide,
- h) Test d’étanchéité et de pression pour les réservoirs des transformateurs remplis de gaz (cf. 60076-15).
- i) Vérification du rapport et de la polarité des transformateurs avec courant inné,
- j) Contrôle du noyau et du niveau d’isolation pour les transformateurs immergés en liquide avec noyau isolé.
- Tests de routine sur les transformateurs immergés en huile avec Um> 72,5 KV:
- a) Détermination de la capacité entre bobinages-terre et entre les bobinages,
- b) Mesure du facteur de dissipation (tan δ) des capacités du système d’isolation,
- c) Mesure des gaz dissous dans le liquide diélectrique de chaque compartiment d’huile (sauf ceux du commutateur séparé),
- d) Mesure de la perte à vide et du courant à 90% et 110% de la tension nominale.
- Epréuves de Type:
- Test d’échauffement (selon IEC 60076-2),
- Test diélectrique (selon IEC 60076-3),
- Détermination du niveau sonore (IEC 60076-10) pour chaque méthode de refroidissement pour lesquelles un niveau acoustique garanti est spécifié,
- Mesure de la puissance prise par le ventilateur et les moteurs de pompes liquides,
- Mesure de la perte à vide et du courant à 90% et 110% de la tension nominale.
- Les essais spécifiques peuvent être réalisés à la demande.