




The strenght of Westrafo lies in the quality of its transformers. To get the most for our products we rely on first class equipment installed in our production facility and in several other companies partaking in our partnership agreement.
DESIGN:
At the technical department, Westrafo engineers design each single part of the transformers using a 3D CAD system: all materials are ordered by Westrafo Purchasing team from valuable and qualified suppliers.
CORES
Both for oil transformers and for cast resin transformers Westrafo orders completely assembled cores. The parts are tested before arriving in our production facility to avoid possible misfunctionings during the testing phase.
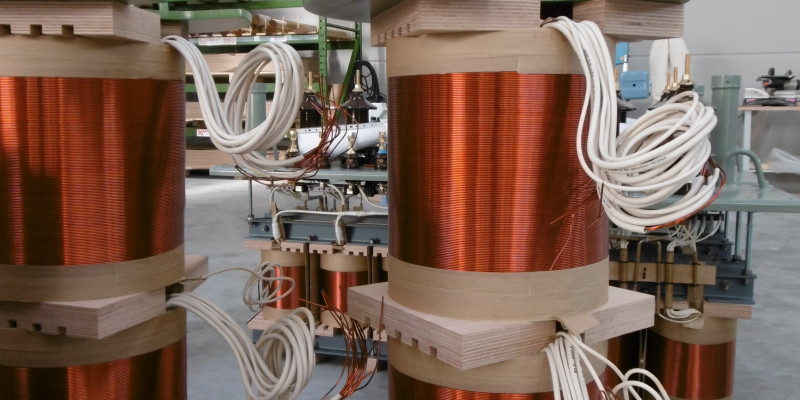
WINDINGS:
The technology used to manufacture our windings is supported by different winding machines available such as:
- 11 power winding machines until 100 MVA
- 2 winding machines for small power
- 5 winding machines for distribution transformers
- 2 winding machines for foil
The assembly of Westrafo windings is guaranteed to be compliand with current standards thanks to top quality assembly equipment:
- Hydraulic press for hot/cold stabilization of power windings
- Manual press for for hot/cold stabilization of distributionwindings
- Drying gas oven
TREATMENTS:
Westrafo’s transformers are treated in two ways depending onfinal use and power:
- Drying oven plus treatment in pressurized tank for vacuum
- Double step treatment in pressurized and drying tank, allowing a significant saving of time and a reduction of costs. The average treatment lasts only about 12 hours.
TRANSPORTATION:
- Overhead crane from 8 to 40 Tons in our production facilities
TEST ROOMS:
- Possibility to test machines up to 145 KV and 50 MVA
We are able to execute the following tests:
- Routine tests on oil and cast resin transformers
- a) Measurement of winding resistance
- b) Measurement of voltage ratio and check of phase displacement
- c) Measurement of short-circuit impedance and load loss
- d) Measurement of no-load loss and current
- e) Dielectric routine tests (according IEC 60076-3).
- f) Tests on on-load tap-changers, where appropriate
- g) Leak testing with pressure for liquid-immersed transformers (tightness test)
- h) Tightness tests and pressure tests for tanks for gas-filled transformers (refer to 60076-15).
- i) Check of the ratio and polarity of built-in current transformers.
- j) Check of core and frame insulation for liquid immersed transformers with core or frame insulation
- Routine tests on oil transformers with Um>72,5 KV:
- a) Determination of capacitances windings-to-earth and between windings.
- b) Measurement of d.c. insulation resistance between each winding to earth and betweenwindings.
- c) Measurement of dissipation factor (tan δ) of the insulation system capacitances.
- d) Measurement of dissolved gasses in dielectric liquid from each separate oil compartmentexcept diverter switch compartment.
- e) Measurement of no-load loss and current at 90 % and 110 % of rated voltage
- Type tests:
- Temperature-rise type test (according IEC 60076-2)
- Dielectric Type tests (according to IEC 60076-3)
- Determination of sound level (IEC 60076-10) for each method of cooling for which a guaranteed sound level is specified.
- Measurement of the power taken by the fan and liquid pump motors.
- Measurement of no-load loss and current at 90 % and 110 % of rated voltage.
- Special tests can be quoted on demand